How the Indian-made flintlock pistol blew up upon C.I.P. proofing?

Our post about the burst barrel of an Indian made smooth bore flintlock pistol raised many questions among our followers that is very understandable. Indian made repros are used for reenacting, live firing and due to their significantly lower costs they are accessible for wide audiences. Their reputation is controversial. Anytime a barrel bursts, debates emerge about proofing. Some of the comments are well thought opinions based on facts, most of them are however based on nothing but beliefs, rumours.
We understand that there are Indian made reproductions that have been used for long period of time for live firing without any problems, but we also see that problems do happen with them, as their overall quality does not match the European or US made reproductions.
This specific catastrophic failure happened in the Hungarian C.I.P. proof house, therefore it is well documented. So, we decided to pour clean water in the glass, and asked Emil Hamza, member of the Hungarian C.I.P. delegation to educate us about C.I.P. proof testing of black powder firearms.
First, I would like to thank you for answering our questions. The quality of certain types of black powder guns are questioned time by time. A few days ago, we received some images about the barrel of a muzzle loading flintlock pistol that burst during C.I.P. proofing. The comments under the post showed that the question is controversial, and people wish to know more about C.I.P. and its proofing procedures. What is the purpose of C.I.P.?
The C.I.P. (Commission Internationale Permanente Pour L’epreuve des Armes a Feu Portative) is a standardization organization based on an international treaty, called Brussels Convention of 1969, which is an agreement signed by 16 member states about using the same rules and methods for examining firearms and ammunition regarding their safety. Based on the common testing standards it also ensures the mutual recognition of the member states’ proof marks.
The basis of the agreement is developing and utilizing fully identical rules, examination methods, proofing charges, so the results of such procedures are accepted mutually by all member states.
In all cases, besides visual inspections and physical measurements, the key element of the examination is proofing with proofing charges generating significantly higher gas pressures than the service pressures.
Are these proofing charges the same for all guns?
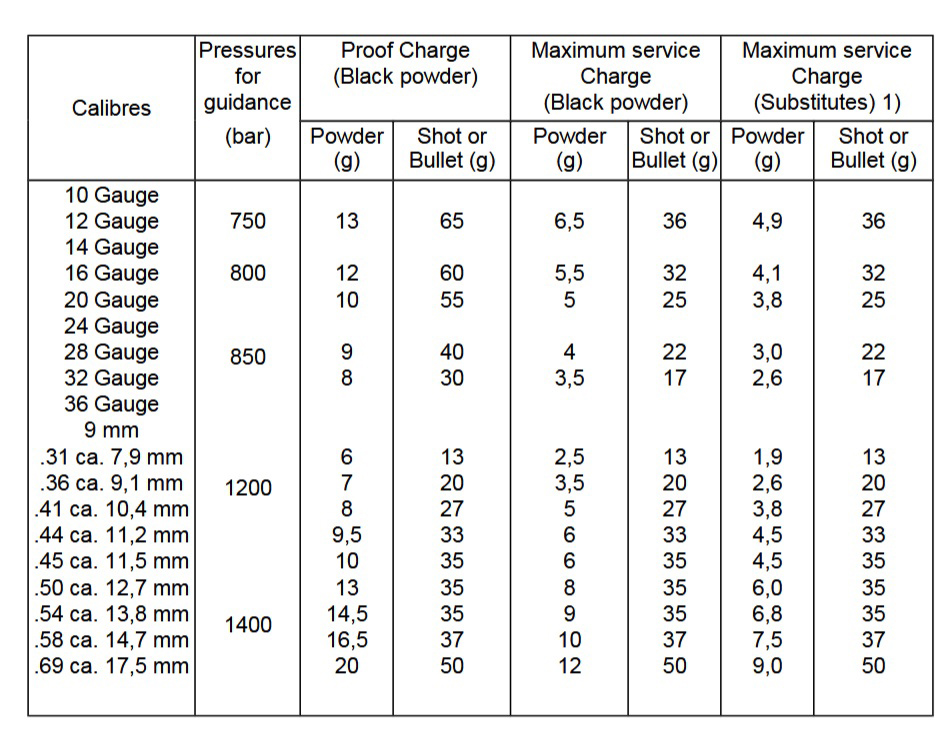
No, in case of muzzle loading arms they are dependent on the caliber and on whether the bore is rifled or not. These charges are determined centrally by the C.I.P., and they are to be used identically in each C.I.P. proof houses. These charges are set by the technical annex of the regulation for proofing black powder firearms:
What powder do C.I.P. proof houses use today?
The proof powders are Swiss 4Fg and 3Fg black powders, because among all black powders available on the market this make of powder generates the highest gas pressures. 4Fg (Swiss No. 1.) is used for short and 3Fg (Swiss No. 2.) is used for long firearms. If this is not available black powders with similar properties can also be used.
Is there any chance to deviate from these proofing charges?
Yes, there is a legal way to use lighter (or even higher) charges upon the request of the applicant. If the manufacturer marks the barrel with his maximum service charge including powder charge and bullet weight, a special proofing charge can be calculated according to this provided data. In general, the proofing pressure has to be approximately 30% higher than the maximum service pressure.
What is the procedure for examining a black powder muzzleloading firearm?
The purpose of C.I.P.’s decision is to establish uniform minimum requirements for individual proof of muzzle loading or breech loading firearms using black power, that is applicable to all highly stressed components. These are the parts that must be capable of withstanding gas pressure, for example barrels, breech plugs, revolver cylinders, frames, etc.
The proofing procedure is divided into three sections: check prior to firing, proof firing, check after firing.
What happens before firing?
Before proof firing first the markings of the firearms are checked. There must be a maker marked on the barrel, that is the company or individual gunmaker that is liable for its proper functioning. It is checked whether it has a service charge marked on the barrel or not. The country of manufacturing must be marked as well. The individual serial number and caliber marking must also be present. The barrel must be marked with “black powder only” or “B.P.” If any of these markings is missing the firearm is rejected.
If the firearm is to be proofed for a limited service charge and projectile weight that must also be present on the barrel.
Next step is a visual inspection of the complete firearm looking for any faults that can influence safety: cracks in the barrel, veining or breaks of continuity, faulty soldering, brazing or welding of the different components, inadequate construction of the locking mechanism.
How is the black powder proof firing of muzzleloaders done?
If everything is in order, next step is the proof shooting. Firearms can be submitted for proofing in the white or in fully completed state, but all pressure stressed part must be in the final state of manufacture, with lugs, or connected structures fitted. Everything must be complete that can influence the safety of the highly stressed elements.
Two shots are fired during the proofing process. In case of revolvers all chambers are fired with at least one round. Preferably all the chambers are fired simultaneously to effect maximum possible stress on the component. In the case of cylinder, the proofing charge is limited by the capacity of the chamber. Full powder charges and projectiles pushed into the chambers in flush with the chamber mouth are to be used.
In case of smooth bore arms, the powder charge is topped with a 20 mm felt wad without compression. The projectile is lead shot pellets of 2.5-3 mm diameter, according to weight provided by the regulations. The shot is held in place with an overshot felt wad at least 10 mm thick.
Rifled arms are proofed with solid lead projectiles fitting the caliber and matching the weight provided by the law. In this case use of wad is not necessary.
What happens after the proof firing?
After firing, the stressed components are checked again for faults the same way it was done before the proofing shot. All arms, components are rejected which have visibly deteriorated as a result of the proof firing and any firearms in which inspection has revealed one of the defects listed below:
- any deformation of the barrel impairing the safety of the firearm,
- failure of the soldering, brazing or welding of lumps, hooks or ribs,
- cracking of the outside of the barrel or of the breech plug,
- in the case of percussion arms and revolvers, the detachment of the nipple or any other component part of the priming mechanism.
It is also possible to check the barrels with non-destructive inspection methods as magnetic flux, etc. after proofing, but their use can be effective only in the case of serial production firearms.
How are the guns marked after successful proofing?
The stressed components will be marked in a clearly visible fashion. In case of all arms except revolvers on the barrel and breech plugs, in case of revolvers on the barrel, cylinder and frame. The C.I.P. black powder proof mark, the mark of the proof house carried out the proofing, and the year of proof (or code of the year) are both pressed or laser-engraved into the metal.
How this particular arm was proofed and what caused the catastrophic failure of the bore?
This was a .62 caliber smooth bore flintlock pistol made by R.A. in India, probably Daipur. There is no available information on who is “R.A”, whether it is a company, an individual. The standard caliber and bore-specific proofing charge was used set by the technical annex of the C.I.P. regulations for proofing black powder arms: 10 g (154 grain) of 4Fg Swiss No. 1. black powder and 55 g (849 grain) of lead shot. Powder was topped with 20 mm felt wad, shot was held in place with 10 mm felt wad. This proof charge would have allowed a maximum service charge of 5 g (77 grain) black powder and 25 g (385 grain) projectile. The pistol barrel burst upon the first proofing shot, therefore it was rejected of course.
What is the problem with these type of arms?
Proofing is still very important today especially for firearms not manufactured under modern, industrialized circumstances. Individual firearms proofing is exactly what C.I.P. was intended for upon its creation.
The problem with these “handcrafted” firearms is that we cannot cut in half all the bores to understand how they were made, what materials the maker used. Unfortunately, there is no real manufacturers liability behind many of such arms, therefore it is a game of chance how they were made. We do not have direct information about their manufacturing procedures, methods, type of metal used for specific parts, and quality assurance measures applied.
European and US makers are more transparent. The quality control is traditionally well-established, connection with the manufacturers is closer, so these data are accessible to the proof houses if necessary.
There are limits also to the proof shot system as well. Even if a barrel did withstand the proofing charge, it is not possible to test these guns for fatique caused by repeated, long term usage. And this is the point where the good quality raw materials and proper manufacturing technologies have important role, which are not always present in the case of handcrafted firearms. The C.I.P. proofing can identify the most significant metallurgical and craftmanship problems only.
We must not forget that there are two benchmarks in the system of ensuring the technical safety of firearms. The first one is the maker with properly chosen quality of material, well thought manufacturing procedures meeting industrial standards and with strict quality control measures. These efforts also appear in selling prices. The maker is owner of a brand, that’s good reputation is vital for the success of the business, therefore its first interest is full safety and reliability Only the second benchmark is the C.I.P. proofing. The first one often missing with the handcrafted reproductions, which allows lower prices.
Does C.I.P. have a connection to Indian makers?
India is not part of C.I.P. agreement. I have never heard about Indian makers of muzzleloading firearms would have directly contacted C.I.P. proof houses, even if I cannot exclude it happened. At least it did not happen with the Hungarian proof house. In my experience the proof of handcrafted muzzleloading guns of Indian origin were ordered by importers of those arms. The imported guns have to be proofed in that C.I.P. country, which they entered first.
Often these guns arrive as wallhangers, without touch holes, meaning a final manufacturing process is needed to make them operable. If the importer drills the touchhole, his company will be fully responsible for the product.
Thank you very much for your summary, this information is vital for understanding the entire procedure! I would you say the lesson from this is that if an offer seems too good to be true, it is in most cases not true. There is no free lunch. Quality firearms manufacturing costs money, you cannot buy the same quality and safety for half the money.
Balázs Németh